上肢反復作業 (repetitive upper limb task)
手や腕を繰り返し使うのが上肢反復作業 で、組み立て作業、ピッキング作業、仕分け作業、梱包作業、検査作業などでよくみられる。上肢反復作業の評価法は、これらの作業による手や腕の痛みやしびれなどを持つ上肢障害や手根管症候群などのリスク評価や作業設計・再設計などに利用される。
以下の1~3の評価法は、特に障害を起こしやすい遠位の上肢(肘・前腕・手首・手)のみを対象としている。作業時に上腕や肩が上がっていたり前傾姿勢をとるなど近位の上肢や体幹部の姿勢も併せて評価したい場合は、上肢作業姿勢の評価法を併用するとよい。
- 改訂版ストレインインデックスRSI(ソフト:RSIcalc: 改訂版ストレインインデックス (RSI) による上肢反復動作評価):手での繰り返し作業による遠位上肢(肘・前腕・手首・手)の負担の評価法である。高頻度の反復作業、複数の反復作業の組み合わせ評価にも対応している。
- ストレインインデックスSI(ソフト:SIcalc: Strain Indexによる上肢反復評価):1の初代のバージョン。作業要因はカテゴリで指定するタイプで、作業要因を連続量で指定できるようにしたのが1の手法。
- ACGIHの手の活動度HALと上肢局所疲労(ソフト:AET: ACGIHの持ち上げと上肢反復作業のTLV計算):1と同様に、遠位上肢の反復動作の評価に特化した手法。
- HSEのART(ソフト:HET: HSEの作業評価ツール(MAC/RAPP/ART)対応ソフト):上肢の作業要因だけでなく、作業環境も含めた評価法。
(おすすめ)
- 実績からみるとSI (SIcalc)やACGIHのHAL (AETのHAL)でしょうが、最新の研究成果を踏まえていて考慮できる変数も増やしたSIの改訂版のRSI (RSIcalc) がおすすめでしょう。RSIは変数がすべて連続量となっているので、作業設計には利用しやすい。1分間あたり20回を超えるような高頻度の反復上肢作業は、HALかRSIでないと評価できない。とりあえず問題があるかどうかの判定を優先するなら、シンプルなACGIHのHALもよい。
- 産業保健関係者には、手軽さと広く作業環境要因まで考慮できる点からHSEのART (HETのART) がおすすめ。ARTでは各変数が3段階程度のカテゴリの選択で済むので便利。ただし作業環境要因などは主観的にスコアリングされているので、作業設計に落とし込むのはひと手間必要。
(補足説明)上肢反復作業の評価法における「反復」とそれに対応する発揮力、反復頻度、デューティ比の解説
1)上肢反復作業評価法における「反復回数」や「反復頻度」とは
上肢反復作業評価法における「反復」は、荷物取り扱い作業評価法での「反復」とは異なった考え方で決められている。
荷物取り扱い作業(MMH)における反復は、持ち上げる荷物の数、運搬する荷物の数、押し引きする回数の各回をそれぞれ1回と数える。それゆえ、荷物の総数を時間で割れば、単位時間当たりの頻度が求められる。
それに対して上肢反復作業における「反復」は、「類似の手や上肢の動作の繰り返し」とされている。たとえば1回の作業をするのに1つの部品を指でつまんでそのまま20 cmほど移動して別な場所で手を離して置くだけなら、運ばれた部品の数と反復の回数は同じである。しかし部品の組付けや段ボールの箱詰め作業の場合だと、1個の部品の取り付けや1個の箱詰めの作業最中に、何度も同じ部品や物を手や指で「つまんで運んで離す動作」を繰り返さす。上肢反復作業では、この「つまんで運んで離す動作」を「類似の手の動作」とみなす。多くの場合、つまむ対象物が異なっていても、区別せずにそののべ回数を反復回数とする。のべ反復回数にかかった所要時間(作業時間)から、反復頻度を求める(反復頻度[回/分]=のべ反復回数[回]÷作業時間[分]。時間の単位は[秒]や[時間]もあり)。したがって、組み立てた部品は1分間あたり5個だけであっても、「つまんで離す動作」の回数は1分間あたり10回以上という場合もある。この反復回数の数え方は、RSI、SI、ACGIH HAL、HSE ARTのいずれも同じである。RSIやHALで、1分間あたり50回とか100回などといった極めて高い頻度のタスクに対応しているのはこのためである。
上肢反復作業評価法における反復の回数はこのような数え方をするので、正確な記録にはそれなりの配慮が必要である。つまり、作業内容をよく理解した複数の観察者が記録する、複数のサイクルのタスクを観察して記録する、できればタスクはビデオで撮影したものを利用するといったことが推奨されている。
反復回数を実測する場合は、手や指の動きに対応した関節の角度変化に注目する。ただし手や指の関節角度は必ずしも明確に変化しないこともあり、その場合は発揮力や筋電図あるいは取り扱い物の動きから判断する。操作力や筋電図の場合はノイズ等の影響もあるので、最大発揮力の5~10%まで力や筋電図が下がっていればそこまでで1回とカウントするので良い。タスク間で物を把持したままで次のタスクに移るような場合は、タスク間での発揮力が必ずしも0 N(筋電図なら0 V)に戻らなくても、作業内容から回数を判定することになる。
上肢反復作業の頻度F は、単位時間当たりの労作回数である。ここでの「反復頻度」は前述した数え方をするので、必ずしも等間隔で「類似の動作」が行われるわけではない。そのため、ある程度の観察時間TO [秒]を観察してその時間の間の労作回数N [回]を数えて平均の頻度F [Hz]を求める:
F=N/TO
(補足)この反復回数の数え方は、IE (Industrial Engineering) の PTS (Predetermined Time Standard, 既定標準時間設定法) の基本動作をもとに考えると納得しやすい。ただし、PTSだと「つまむ」・「運ぶ」・「離す」がそれぞれ別な基本動作として扱われるが、上肢反復作業では前述したように「つまんで運んで離す」を筋活動が持続しているので1つの動作とみなし、何も持たない空手での手の移動は動作に含めないといった違いがある。
2)デューティ比
反復作業においては、1回の作業中にどの程度の時間の割合で力発揮(労作(ろうさ))を行っているかで負担の程度が変わる。それを評価するために、デューティ比(DC, Duty cycleまたはDuty ratio)がよく利用される。
DCは一般に、オン・オフを周期的に繰り返す信号の1周期中のオンの時間の割合を示す値のことである。作業では労作時をオン、そうでないときをオフとする。つまり労作時間をET、力発揮のない時間を安静時間RTとすると、1周期の作業時間CT(サイクルタイム)はET+RTなので、デューティ比DC [%]は以下の式で示される:
DC=ET/CT×100=ET/(ET+RT)×100
ただし反復作業において、労作中(オンの状態)の発揮力は一定ではなく、刻々と変化する。また力発揮のない状態(オフの状態)も、必ずしも発揮力がゼロになるとは限らない。たとえばロードセルや筋電図で実測していると、測定系のノイズや作業とは関係のない接触等による力あるいは他の筋からの筋電図のクロストークなどがあるので、厳密には0 [N]や0 [V]はならない。そのため、ある閾値を定めてオン・オフの判定を行う。例えばHALでは、閾値を最大筋力比%MVCの10%とし、それより低い値の場合はオフ、そうでない場合はオンとして労作時間ET等を決めることにしている[1][2]。
実作業のDCは、Fと同様に変動するので、サイクル中に同じ時間割合でオン・オフとはならない。そのため、何サイクルかの作業の観察時間TOのうちの労作時間ETOの割合、つまり平均のDCを次式で求めて評価に使用する:
DC=ETO/TO×100
作業サイクルの間で力発揮がゼロに戻らずに次のサイクルに入る場合は、RTは0秒なのでET=CTとみなせ、DC=100%として評価する。
3)発揮力の測定
荷物取り扱い作業では、人にかかる力を荷物の質量で代替えできた。しかし本法が対象とするような手で物を握ったりつまんだりする作業や嵌め合わせたりねじ込んだりする作業だと、手での発揮力は荷物の質量とは関係のない場合も多く、実測も難しい。
手での発揮力は、手や指での把持の仕方により大きく変わる。把持の際の手の形の名称は必ずしも統一されていないが、以下を参照のこと。精密把持、指腹つまみ、指先つまみなど指で物を持つ場合は、単に指先把持や指把持 (finger grip or finger pinch) と呼ばれることも多い。
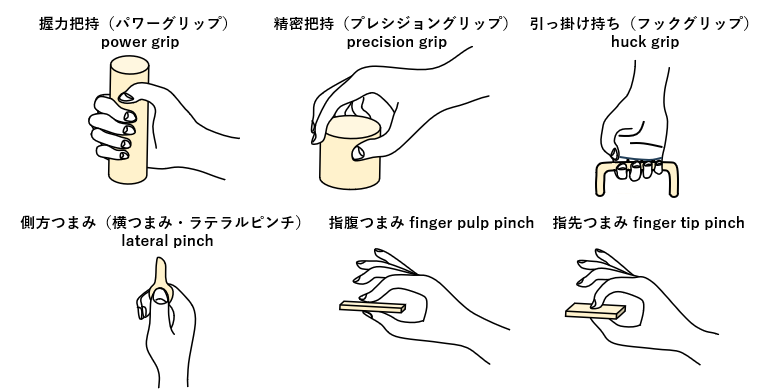
発揮力を実測するには、握力計、ピンチメータ、フォースゲージなどを利用する。簡易の代替え測定器としては、体重計や料理秤が利用できる。手全体で握る場合は握力、指先でつまむ場合は指先や指腹でのピンチ力を測定する。下写真は、ピンチメータでの側方つまみ(ラテラルピンチ)力の測定例である。

多くの評価手法が、作業時の把持力やピンチ力とその最大の発揮力から、その相対的な力発揮の程度(RSIやSIなら労作強度I、HALなら正規化最大発揮力NPF)を求めて評価に利用する。
取り扱い物の質量wから発揮力を推定できる場面では以下のように想定する:
(1)手全体で握って持つ場合(握力把持, Power grip)や指で引っ掛けて持つ場合(引っ掛け持ち, Hook grip):取り扱い物質量wに相当する力
(2)指で挟んで下向きに物を持つ場合:取り扱い物質量w÷(2×μ)に相当する力
動作が速い場合は、慣性力等に対する安全マージンとしてプラスアルファの発揮力が加わる。(2)のμは指と物との間の摩擦係数で、把持部に凹凸があって指が引っかかるような場合は1とする。ここで2倍するのは、左右から同じ力で挟んで生じる摩擦力で保持するためである。
手でのねじ回しやねじ込んで嵌め合わせる場合に必要な把持力Fは、偶力で回転モーメントを与えることになるので、以下のようになる:
(3)必要把持力F=必要な回転モーメントM÷(摩擦係数μ×握りの直径L)
回転に必要なモーメントMは、ねじ締めなら締め付けトルクに相当する。握りの直径Lは、丸い把持部だと握りの直径そのもの、複数の指でつまんで回す場合は指の間の距離になる。摩擦係数μは上記の(2)と同じである。(3)の式が示すように、一般に丸いドライバーだと握りが太いほど小さな把持力Fで高い回転モーメントMが発揮できる(手のサイズとの関係で限界はある)。
発揮力の相対値を得るためには、最大発揮力のデータが必要である。最大発揮力が実測できない場合は文献値を参考にする。手全体での把持力だと握力(日本の成人男性だと平均47 kg、女性で平均28 kg)、ピンチ力の最大値は握力の15~20%(5~10 kg)になるのを参考にする。
作業時の力を実測できない場合は、Borg CR10による作業者の主観や作業者の動作や表情から推定する方法で代替えする(この場合は最大発揮力の測定は不要になる)。あるいは、作業時と同等の発揮力を主観的に発揮してその力をフォースゲージ等で実測して代替えとするForce-matching method [3]を利用する。
4)手での把持力やピンチ力への手首の屈曲や前腕の回内の影響
手での把持力は、主に前腕部にある筋の筋力で発揮されている。前腕からは長い腱が指までつながっているので、手首の屈曲で筋の伸長や短縮が起こったり腱が途中で曲がったりすると、高い把持力が出せなくなる。そのため手首が曲がった状態で高い力発揮をしようとしたり反復作業をしたりすると、上肢障害を起こしやすくなる。上肢反復作業評価で手首の屈曲の有無や屈曲角などが考慮されているのはこのためである。
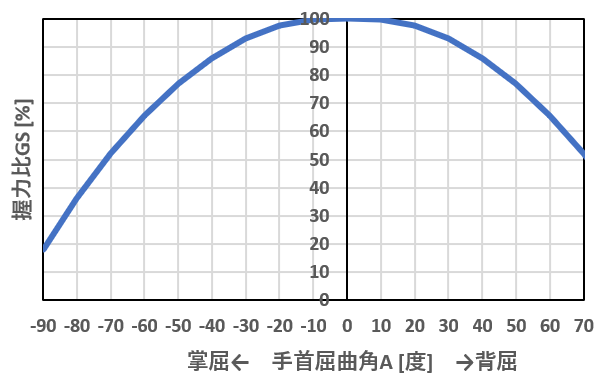
手首の屈曲および前腕の回内・回外による筋力低下の程度については、文献[4]を参照のこと。下図は文献[4]の手首の屈曲(掌屈・背屈)による握力把持の力の低下の式をグラフにしたものである(前腕は回外位)。手首の角度は握力の最大値が出せる肢位を角度0度とし、その時の握力を100%とする握力比GSで示している。通常、握力の最大値がでるとき、手首は20~35度背屈している。その状態から45度の掌屈あるいは背屈すると、握力は25%程度低下するとされている。
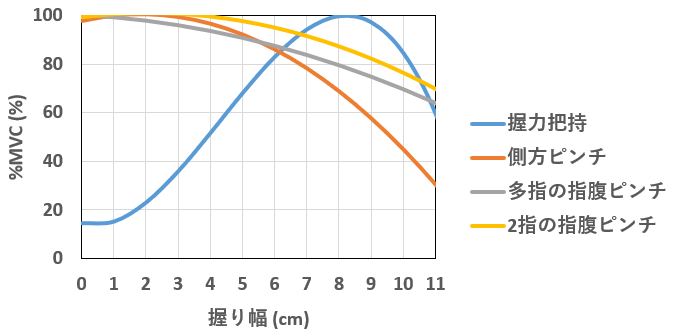
下図は、同文献[4]に記載されている握りの幅 (Grip span) と発揮力の関係式をグラフにしたものである。握力把持では、8 mc程度の握り幅があるほうが高い力(%MVC)が発揮でき、それより狭くても広くても(丸ハンドルなら細くても太くても)把持力は下がる。側方ピンチや指腹ピンチでは、幅が4 cm程度までは高い発揮力が維持できるが、それより広くなると発揮力は低下する。指を大きく広げた状態で物を持つ場合はピンチ量は2~4割程度低下し、相対的に負担が高くなる。
文献
[1] ACGIH. “Hand activity”. 2023 TLVs and BEIs. ACGIH, 2023, p.187-191.
[2] ACGIH. Hand Activity: TLV(R) Physical Agents 8th Edition Documentation. 8DOC-646-PA, 2018.
[3] Stephen Bao, Peregrin Spielholz, Ninica Howard, Barbara Silverstein: Force measurement in field ergonomics research and application. International Journal of Industrial Ergonomics 39 (2009) 333–340
[4] Vishal Seth, Roberta Lee Weston, Andris Freivalds, Development of a cumulative trauma disorder risk assessment model for the upper extremities, International Journal of Industrial Ergonomics, Vol.23(4), 1999, p.281-291, doi: 10.1016/S0169-8141(98)00045-6